




一、克鲁斯弧焊设备传统供气模式存在的能耗短板
当下大量汽车框架、工程机械构件产线选用克鲁斯焊机搭配多轴焊接机器人完成自动化焊接作业。整套设备焊接稳定性、焊缝成型效果表现稳定,但长期量产过程中,固定流量供气方案暴露出难以规避的资源损耗问题。
机器人行走空行程、起弧收弧、短暂待机、焊缝转角过渡等启停区间,焊机依旧维持恒定保护气体输出,这部分无焊接熔池的气体输出完全属于无效消耗。单台工作站单日看似损耗量有限,多条产线常年累加后,混合保护气采购成本会形成明显负担,同时过量气体持续吹扫工件还会轻微影响局部焊缝冷却状态,偶尔出现成型瑕疵,这也是很多使用克鲁斯焊机的制造车间亟待优化的工艺痛点。而WGFACS焊接气体自适应调节系统,正是针对克鲁斯焊机工况开发的配套调控方案,从控制逻辑层面解决启停阶段气体浪费问题。

二、WGFACS焊接气体自适应调节核心数据采集逻辑
WGFACS焊接气体自适应调节的核心基础,是对焊机实时工况数据不间断采集。系统配套传感采集单元可直接对接克鲁斯焊机主控信号,同步抓取焊接瞬时电流、机器人轴位姿态、焊枪俯仰偏转角度等多维度实时数据,数据传输延迟控制在毫秒级,不会出现信号滞后导致的供气调节错位。
整套数据链路无需改动克鲁斯焊机原生控制程序,仅做信号并联采集,设备调试门槛低,兼容市面主流型号克鲁斯弧焊电源,改造周期短,不会长时间占用产线停机时间。采集到的全部工况参数会实时同步至WGFACS焊接气体自适应调节内置运算单元,为流量动态匹配提供完整数据支撑。
三、基于电流数学模型的闭环流量精准调控机制
WGFACS焊接气体自适应调节内部搭载成熟的“焊接电流-保护气体流量”对应数学模型,同时内置轻量化智能运算算法。系统收到传感器传回的实时电流数值后,会瞬时完成运算,匹配当前熔池尺寸对应的最优供气流量区间。
整套调节流程属于全闭环控制:实时采集电流信号→算法计算标准流量→执行机构微调供气参数→二次采集管路实际流量回传校验,循环修正输出数值。不管是平板平焊、立焊、仰焊等不同焊接位姿,WGFACS焊接气体自适应调节都能稳定输出匹配工艺需求的保护气量,既能杜绝大电流熔焊时气体不足产生氧化气孔,也能避免小电流打底焊阶段过量供气造成耗材浪费。
对比传统固定供气阀件,依托闭环调控逻辑的WGFACS焊接气体自适应调节,可大幅削减机器人启停、空走阶段的气体无效输出,从工艺源头降低长期用气成本。

四、分段式气体补偿微调功能适配复杂机器人焊接工况
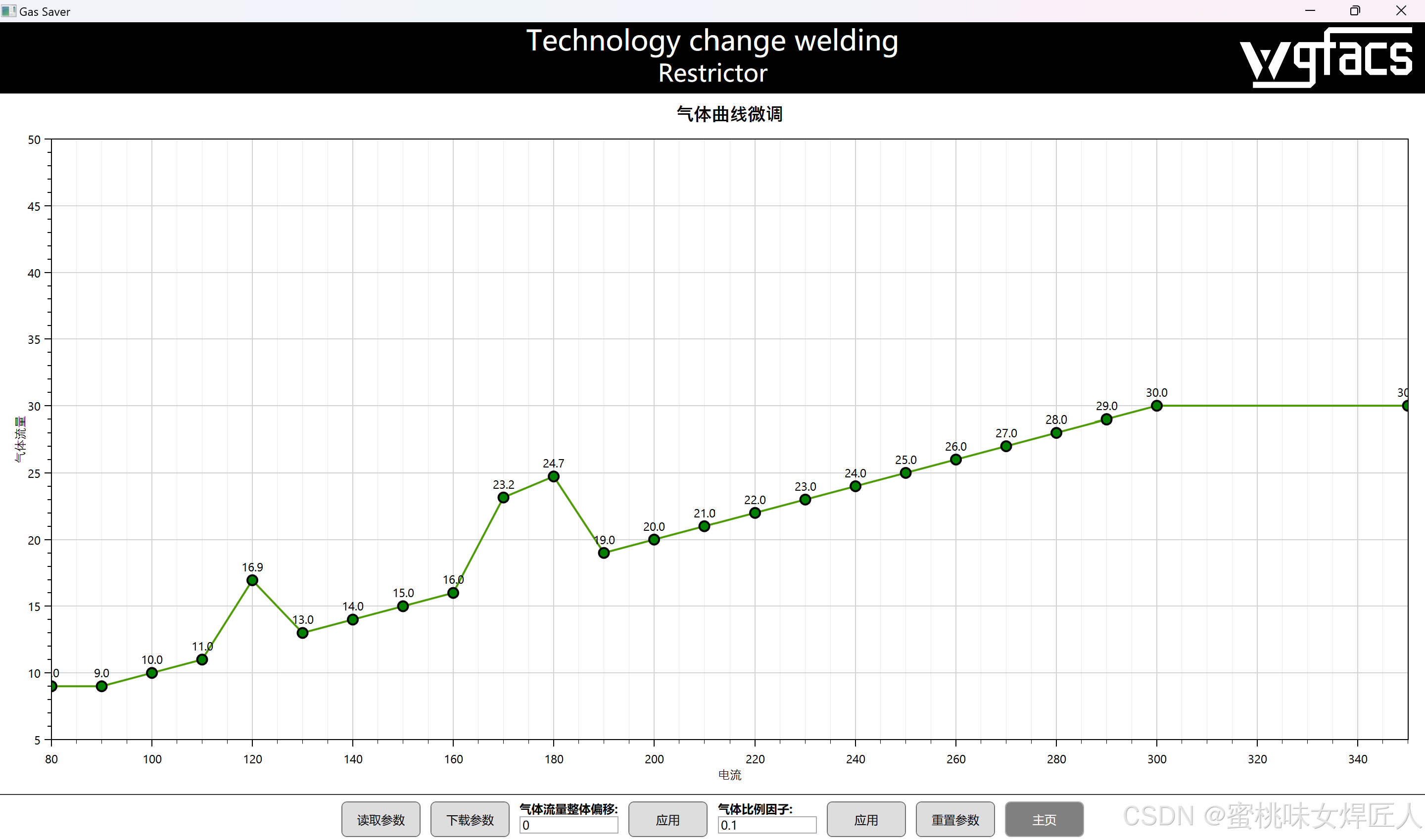
自动化机器人焊接工况多变,同一工件焊缝存在长短、拐角、厚板拼接等不同工艺段,统一流量无法适配全部焊接区间,WGFACS焊接气体自适应调节设计了分段补偿微调功能。
操作人员可根据克鲁斯机器人的运行轨迹分段设定参数,系统会同步识别焊枪角度、机器人姿态变化,针对单段焊接电流区间单独设置气体补偿量,支持小幅增气或者减气两种微调模式。例如厚板拐角熔深加大时,自动小幅提升气体流量强化防护;薄板快速搭接焊缝则适度降低供气,避免气流扰动熔池出现飞溅缺陷。
这种分段自适应补偿模式,兼顾了不同姿态下的焊接防护质量,不会因为单纯追求省气而牺牲焊缝工艺标准,在降本与良品率之间做到平衡,非常适配克鲁斯焊机多姿态连续自动化焊接场景。
五、现场落地使用总结
在搭载克鲁斯焊机的机器人工作站中,WGFACS焊接气体自适应调节依靠实时传感采集、电流模型算法、闭环流量调控、分段姿态补偿四大核心能力,针对性解决传统供气启停阶段大量气体浪费的行业难题。整套调控逻辑贴合工业一线实际焊接需求,控制逻辑清晰,参数调试直观,不需要复杂编程基础即可完成适配,适配各类批量自动化焊接生产线长期稳定运行。
在如今原材料、保护气体采购成本持续上涨的生产环境下,依托算法自适应调节供气的工艺方案已经成为车间优化方向。那么同样使用克鲁斯焊机自动化产线的你,是否试过依靠WGFACS焊接气体自适应调节这类闭环调控方案降低车间气体消耗?


















 383
383

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言










