




阅读时间:7分钟 | 适用人群:数控机床工程师/智能制造系统设计师/设备维护技术人员
痛点直击:精密机床加工过程中,刀具磨损、热变形、振动等问题直接影响加工精度和产品质量。传统监测方案要么价格昂贵(如德国西门子LMS SCADAS系统),要么功能单一无法全面反映机床状态。某航空制造企业急需一套低成本、多信号融合的机床状态监测解决方案。
核心突破:四维度综合感知架构
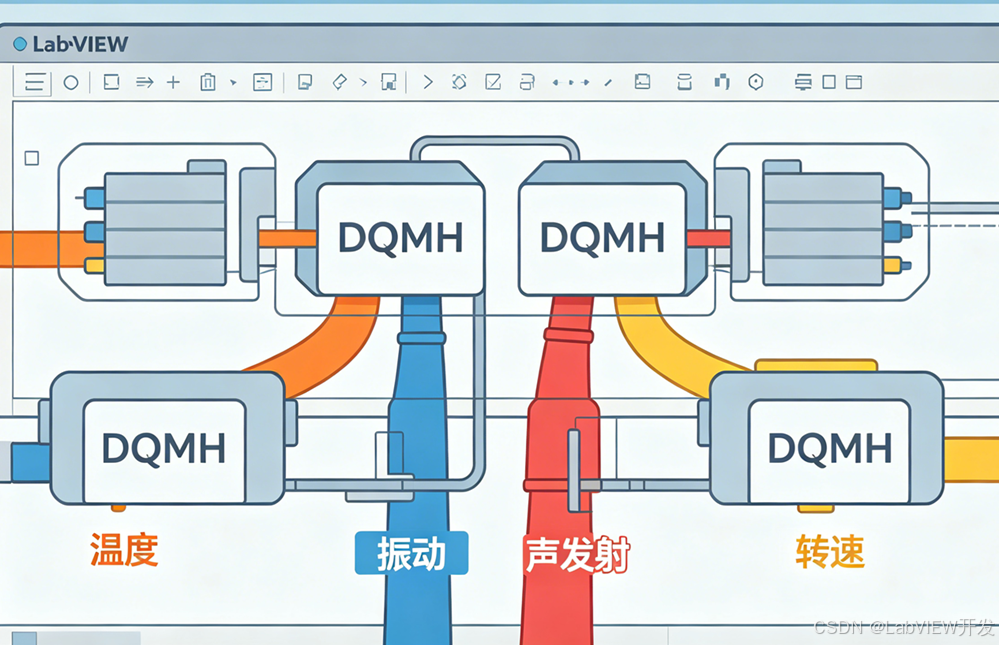
LabVIEW图形化编程环境,构建了集成温度、振动、声发射、主轴转速四大关键信号的精密机床状态监测系统。通过高性能硬件模块搭建多通道数据采集平台,采用DQMH(Delacor Queued Message Handler)框架实现模块化并行运行,彻底解决了传统单信号监测的局限性。
硬件配置亮点
传感器选型策略:
- 温度监测:12路Pt100热电阻传感器,测温范围-50200℃,精度±0.1℃,线性度高
- 振动监测:3路PCB 333B30加速度传感器(IEPE型),量程±50g,频响0.53kHz,灵敏度100mV/g,内置信号调理电路
- 声发射监测:PAC P-R15a窄带谐振传感器,频响50400kHz,中心频率150kHz,有效抑制低频噪声
- 转速监测:东华测试DH5640光电转速传感器,量程020000r/min,非接触式测量,监测距离70mm
数据采集架构:
- 温度采集:思迈科华M2111远程IO模块(Modbus RTU协议)+ SDS1001串口转换器(RS485转USB)
- 振动采集:NI USB-4432采集卡,24位分辨率,最高采样率102.4kHz,提供2.1mA恒流激励
- 声发射采集:PAC 2/4/6C放大器(20/40/60dB三档可调增益)+ NI USB-6366高速采集卡(最高采样率2MHz)
- 转速采集:脉冲方波直接接入USB-6366计数器端口,软件解析计算实际转速
所有模块集成于定制机箱,对外预留传感器通道接口,实现即插即用。
软件架构设计
DQMH框架优势:
- 每个模块拥有独立消息队列,通过事件请求和事件广播实现高效通信
- 大幅降低模块耦合度,提高程序可靠性和可维护性
- 完美适配多模块并行运行的复杂场景
三大核心功能模块:
1. 数据采集与显示
- 登录验证:比对数据库人员信息表,身份验证通过后进入主界面
- 参数配置:所有采集参数以配置文件形式保存,启动前统一设定
- 实时显示:基于子面板技术实现波形数据实时更新
- 任务控制:主界面通过事件请求向各子模块发送启停指令
通信协议实现:
- 温度模块:Modbus RTU串口通信,主机发送数据帧→从机CRC校验→返回输入寄存器温度值
- 振动/声发射/转速:调用NI DAQmx驱动程序,按"创建任务→配置参数→启动采集→读取数据→显示存储"流程执行
2. 数据存储管理(双轨制策略)
|
存储方式 |
优势 |
适用场景 |
|
数据库存储 |
安全性高,支持复杂查询 |
低采样率数据(温度/转速) |
|
TDMS文件存储 |
写入速度快,二进制格式 |
高采样率数据(声发射2MHz) |
数据库结构设计:
- 用户信息表:用户名、密码、权限(静态表,仅更新数据)
- 设备信息表:硬件模块型号及关键参数(静态表)
- 历史数据表:按数据类型+日期动态建表,避免单表数据量过大导致查询性能下降
数据库管理功能:
- 历史数据查询:按类型和日期筛选,表格展示,支持删除
- 用户管理:添加/删除用户,修改用户名和密码
- 设备信息管理:查询和更改硬件配置
3. 信号预处理及分析
预处理功能:
- 数据截取、信号重采样
- 滤波去噪:FIR滤波、中值滤波、滑动平均滤波、梳状滤波、小波去噪(调用MATLAB节点实现)
时域分析:
- 统计参数:均值、方差、有效值、最大值、最小值、峰峰值
- 自相关分析:估计信号基本频率(周期性延迟处出现峰值)
- 互相关分析:评估两信号时延相关性,确定时间延迟
频域分析:
- 傅里叶变换:时域→频域转换
- 窗函数选择:减少频谱泄露
- 幅值谱:反映各频率分量强度
- 功率谱:表示能量/功率在频率上的分布
时频分析:
- 短时傅里叶变换(STFT):处理非稳态信号
- 参数调节:时间步长、窗函数、窗长度,平衡时间与频率分辨率
报表输出:
- 调用Report Generation工具包
- Excel模板导出:第1页记录采样起止时间、数据长度、采样率等属性;第2页记录具体数值
实测验证:三大典型场景
场景1:砂轮磨削试验(声发射信号)
测试条件:450CNC数控精密平面磨床,主轴转速2000r/min,工作台进给速度6000mm/min,磨削深度0.1mm,声发射采样频率2MHz
不同磨损阶段特征:
|
磨损阶段 |
关键频率特征 |
幅值变化 |
|
初期磨损 |
35kHz尖峰显著 |
150kHz范围内能量集中 |
|
中度磨损 |
35kHz幅值减小,135kHz幅值增大 |
高频部分开始增强 |
|
严重磨损 |
16kHz附近幅值增大,130kHz/145kHz出现尖峰 |
高频部分幅值明显增加 |
- ✅ 结论:声发射信号频率特性随磨损程度变化,可用于评估砂轮磨损状态。
场景2:主轴回转温升试验
测试条件:主轴前后端轴承布置Pt100传感器,光电转速传感器实时测量,温度和转速采样率1Hz
测试结果:
- 1000r/min稳定状态:后端轴承25.7℃,前端轴承26.1℃
- 升至2000r/min后:25分钟内温度缓慢上升并趋于稳定,后端26.1℃,前端27℃
- 转速稳定性:始终保持在2000r/min左右,最大误差仅0.05%
- ✅ 结论:系统能准确捕捉温度变化趋势,转速测量精度极高。
场景3:主轴振动测试
测试条件:加速度传感器磁座固定于主轴外壳,采样率51200Hz,采样时间20s
频谱特征:
- 时域:振动幅值随转速增大而增大(1000→2000→3000r/min)
- 频域(0550Hz带宽):在基频(RPM)和倍频(k×RPM)处出现特征峰值
- ✅ 结论:振动频谱特征为主轴故障诊断提供重要依据。
技术优势总结
- ✅ 多信号融合:温度+振动+声发射+转速四维感知,全面反映机床状态
- ✅ 模块化架构:DQMH框架降低耦合度,易于维护和扩展
- ✅ 双轨存储:数据库+TDMS兼顾安全性和实时性,应对不同采样率需求
- ✅ 智能分析:时域/频域/时频域三维分析,支持MATLAB高级算法
- ✅ 成本低廉:相比进口商业化仪器(西门子LMS/BK公司),成本降低70%以上
- ✅ 灵活扩展:预留USB总线接口,可轻松接入新传感器或升级功能
这套LabVIEW精密机床状态监测系统已成功应用于某航空制造企业的450CNC数控磨床,实现了从"事后维修"到"预测性维护"的转变。通过实时监测砂轮磨损、主轴温升和振动异常,有效避免了因设备故障导致的加工质量问题和生产中断,为提升精密机床加工质量和优化工艺参数提供了强有力的技术支撑,值得在航空航天、国防军事、汽车电子等高端制造领域广泛推广。


















 2853
2853

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言










