




光学玻璃这种典型脆性材料中裂纹相关的中间裂纹和侧向裂纹正是理解脆性材料加工损伤的关键。
基于文献研究发现讨论
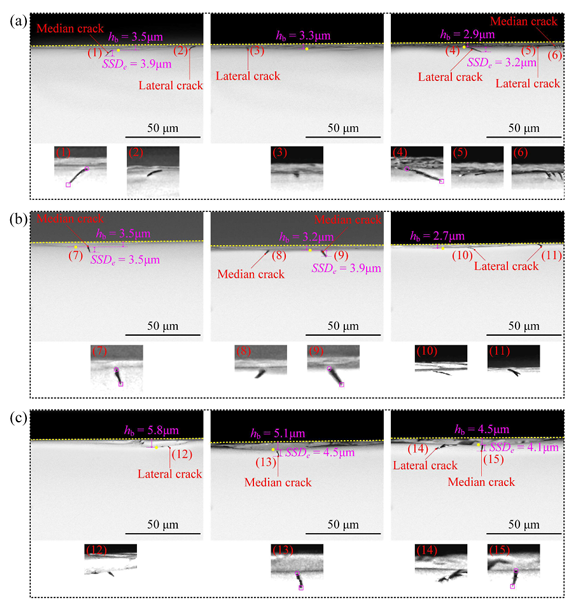
“开发了一种新模型,用于确定光学玻璃平行磨削过程中螺旋槽形成所引起的表面以下损伤(SSD)深度。该模型将SSD深度与关键参数相关联,包括磨削条件、砂轮拓扑结构与振动特性、加工区域大小以及工件材料性能。值得注意的是,该模型考虑了工件材料的弹性回弹、应变率效应以及砂轮磨损和振动。通过对熔融石英进行纳米压痕和磨削实验验证了该模型的准确性,预测的相对误差小于x%。压痕测试揭示了熔融石英弹性回弹的尺寸效应:随着压痕深度增加,弹性回弹系数先下降然后趋于稳定。在亚x纳米范围内,回弹系数与压痕深度呈线性关系,最终在x处达到平台值。大多数横截面的表面下区域未见明显裂纹,只有偶尔出现中间裂纹和侧向裂纹。最显著且最深的裂纹主要出现在螺旋槽底部。
所开发的模型揭示了关键参数对SSD的影响:随着切削深度、工件旋转速度、砂轮半径或砂轮振幅增大,SSD深度增加;随着砂轮磨损的进行,SSD深度先下降后趋于稳定;随着砂轮转速提高、砂粒数量增多或加工区域半径减小,SSD深度呈逐渐轻微下降趋势。这些见解强调了SSD深度对磨削参数敏感性的差异,为优化工艺条件以获得更好的表面下质量提供了宝贵指导。”
1. 玻璃:熔融石英的特殊性
熔融石英是非晶态二氧化硅,属于典型的脆性固体。在宏观上看,它几乎没有塑性变形,一旦应力达到临界值就会突然断裂。但在微观尺度,比如纳米压痕和超精密磨削中,玻璃也会出现一定程度的不可逆致密化和剪切流动。研究发现的弹性回弹系数先降后稳、在0.67左右达到平台,正是这种“微塑性”与弹性恢复相互竞争的结果。这种弹性回弹对裂纹的形成至关重要。
2. 压痕与磨削中的两种典型裂纹:Median & Lateral
脆性材料在受到尖锐颗粒(如金刚石压头或砂粒)压入或划过时,会产生两大类亚表面裂纹。这在压痕断裂力学中已研究得非常清楚:
-
中间裂纹(中位裂纹,Median crack)
- 形成位置:在压头或磨粒的正下方,沿加载轴线向下扩展。
- 形成阶段:主要在加载阶段萌生并扩展。当压头压入时,接触区下方会产生一个塑性变形区,并在其边界附近因应力集中而形成裂纹核,随后裂纹沿对称面垂直向下扩展。
- 特征:方向大致与表面垂直,往往是实验中“最深”的那类裂纹。研究发现“最显著且最深的裂纹主要出现在螺旋槽底部”,这非常符合中位裂纹的特性——槽底处的正压力和应力集中最大,中位裂纹便从那里向下延伸,直接决定表面以下损伤的深度。
- 危险性:中位裂纹往往深且隐蔽,是SSD深度的主要贡献者,会严重降低光学元件的强度和激光损伤阈值。
-
侧向裂纹(Lateral crack)
- 形成位置:从塑性区底部附近萌生,大致平行于表面向外扩展。
- 形成阶段:主要在卸载阶段形成。当压头抬起或磨粒划过离开时,压入过程中被压缩的塑性区试图恢复原状,但周围的弹性基体限制了它的回弹。这种不匹配会诱导出残余拉应力,当拉应力足够大时,便从塑性区边界开始产生侧向裂纹,并沿大致平行于表面的方向扩展,甚至返到表面造成材料剥落。
- 特征:侧向裂纹相对较浅,但会导致表面材料的去除(一次切削中未去除,却可能在下一次加工时剥落),引起表面凹坑和粗糙度恶化。研究实验中“偶尔出现中间裂纹和侧向裂纹”,说明工艺参数已被控制得较好,侧向裂纹并没有普遍爆发,这是获得高质量亚表面的关键。
- 与弹性回弹的关系:这里就和研究发现的“弹性回弹系数”直接挂钩:弹性回弹越大,卸载时塑性区与周围弹性区的体积失配越严重,残余应力越大,越容易诱发侧向裂纹。因此,理解材料的回弹行为是预测侧向裂纹倾向性的材料学基础。
下面用表格对比中位裂纹和侧向裂纹,结合模型与实验发现,从萌生条件、特征、对加工质量的影响到预防措施梳理清楚。
| 对比维度 | 中位裂纹(Median crack) | 侧向裂纹(Lateral crack) |
|---|---|---|
| 萌生阶段 | 主要在加载阶段(磨粒压入/推挤材料时) | 主要在卸载阶段(磨粒离开后,材料弹性恢复时) |
| 萌生位置 | 磨粒(压头)正下方,塑性变形区的底部或稍下方 | 塑性区底部或侧面边界附近,往往靠近塑性–弹性交界面 |
| 扩展方向 | 大致垂直于加工表面,沿载荷轴线向下扩展 | 大致平行于加工表面向外扩展,有时会向上翘曲并回到表面 |
| 主要驱动力 | 加载时接触区下方的弹性拉应力场(由塑性区体积膨胀对周围弹性基体顶撑产生) | 卸载后塑性区与周围弹性区之间的残余拉应力,来源于不可逆变形导致的体积失配(弹性回弹不匹配) |
| 关键材料/工艺因素 | 磨削力、压入深度、磨粒尖端锐度、材料断裂韧性 | 弹性回弹系数、材料致密化/剪切行为、摩擦系数、应变率 |
| 典型特征 | 裂纹深而窄,呈垂直向下趋势,往往孤立或呈瓣状;是亚表面最深的裂纹类型 | 裂纹较浅、横向延伸,可能连接成网络;严重时会造成表面材料剥落(贝壳状崩口) |
| 对SSD深度的影响 | 直接决定SSD深度,是亚表面损伤最深层的来源,极大降低元件强度与激光损伤阈值 | 不直接决定最大SSD深度,但会造成表层材料松动,后续加工中易脱落,间接扩大损伤区域 |
| 在模型中的体现 | “最显著且最深的裂纹主要出现在螺旋槽底部”——正是中位裂纹 | “大多数横截面未见明显裂纹,只有偶尔出现侧向裂纹”——残余应力水平被控制得较低,侧向裂纹未爆发 |
| 与弹性回弹的关联 | 受加载阶段塑性变形程度影响,回弹主要通过改变残余场影响中位裂纹在反复加载下的扩展,是一次加载中的深度主控 | 与弹性回弹强相关:回弹系数越大,卸载时体积失配越严重,残余拉应力越强,越容易产生侧向裂纹 |
| 预防/抑制措施 | ① 减小切削深度(降低单次压入量) ② 适当降低工件转速或进给速度,避免过大的磨削力 ③ 使用锋锐且粒度较细的砂轮,保持良好自锐性 ④ 优化砂轮振动特性,避免冲击型力尖峰 | ① 减小磨削区摩擦系数(优质冷却润滑) ② 选择让材料倾向致密化变形而非单纯剪切流动的参数(压力、温度窗口) ③ 控制残余应力,可考虑小切深多步加工 ④ 砂轮磨损状态不能过钝,避免摩擦能过高导致热‑力耦合残余应力升高 ⑤ 利用你发现的弹性回弹规律,让工艺参数落在回弹系数稳定的平台区,避免回弹剧烈变化导致残余应力波动 |
| 你模型中相关规律 | SSD深度随切削深度、工件转速、砂轮半径或振幅增大而增大;随砂轮转速、砂粒数、加工区半径减小而轻微下降——这些主要通过改变最大压入力和应力场强度影响中位裂纹深度 | 虽未单独建模,但砂轮磨损导致SSD先降后稳可部分解释为:初期微磨钝使接触应力集中减弱,残余场降低,侧向裂纹抑制作用增强;之后摩擦急剧增大,残余应力回升,达到平衡 |
3. 为什么会出现在磨削的螺旋槽底部?
模型背景:螺旋槽是砂轮上螺旋分布的金刚石磨粒反复划擦工件表面形成的。在槽的底部,相当于磨粒直接压入并推挤材料,那里的应力状态最接近钝压头压入的应力场:
- 正下方是高静水压力区(抑制开裂),但在塑–弹边界是最大拉应力区,正是中位裂纹的萌生位置。
- 磨粒离开时,槽底部及两侧材料发生弹性恢复,残余应力释放,于是偶尔能看到侧向裂纹。
所以观察到“大多数横截面未见明显裂纹,只有偶尔的中间和侧向裂纹,最深裂纹在槽底”——这正好符合一个轻微的、尚处于脆–韧转变区附近的加工状态,裂纹还没有大规模网络化,但只要有裂纹,就以中位裂纹为主且位于槽底。
4. 应变率效应
材料学中,玻璃这类脆性材料的断裂强度与加载速率密切相关:应变率越高,塑性变形来不及充分进行,材料往往更“脆”,可在更小的应变下发生开裂,但同时也会抑制裂纹的稳态扩展。模型考虑应变率效应,可以说明:
- 提高砂轮转速或增大切削深度,实际上增加了加载速率,可能改变塑性区尺寸和残余应力场,从而影响中位裂纹和侧向裂纹的萌生阈值和扩展深度。
- 在超精密磨削中,单颗磨粒的切削速度极高(几十米每秒),局部应变率可达10⁴–10⁶ s⁻¹,这会使熔融石英的动态断裂韧性发生变化,也会影响弹性回弹行为,所以模型揭示的敏感性规律完全可以放到这个材料学框架里来理解。
5. 材料科学回馈到工艺优化
- 抑制最深的中位裂纹:关键在于控制槽底的最大主应力。减小切削深度、适当降低工件转速(影响单转进给和磨削力),以及选择锋锐且磨损程度合适的砂轮,都能降低槽底塑性变形区下方的拉应力,从而降低SSD深度。研究模型中“随砂轮磨损SSD先降后稳”正是初期微磨损让轮廓稍钝、应力集中减轻,但严重磨损又会增大摩擦力,两者博弈的结果。
- 抑制侧向裂纹:关注材料回弹。工艺中加强冷却润滑、减小摩擦系数,以及选用让材料致密化倾向而非单纯剪切流动的参数组合,有时能减小残余应力,避免侧向裂纹带来的表面剥落。
总结:
- 中位裂纹是“一锤子压下去”产生的垂直深裂纹,直接决定亚表面损伤深度,预防靠“减力减压”;
- 侧向裂纹是“抬起脚时地面崩开”的横向浅裂纹,主要受卸载残余应力控制,预防靠“减摩调回弹”。
reference:
[1]Huapan Xiao, Chi Fai Cheung, Libo Zhou, Han Huang,
A theoretical model for predicting the spiral groove-induced subsurface damage in parallel grinding of optical glass,
International Journal of Mechanical Sciences,
Volume 308,2025,110956,ISSN 0020-7403,
https://doi.org/10.1016/j.ijmecsci.2025.110956.
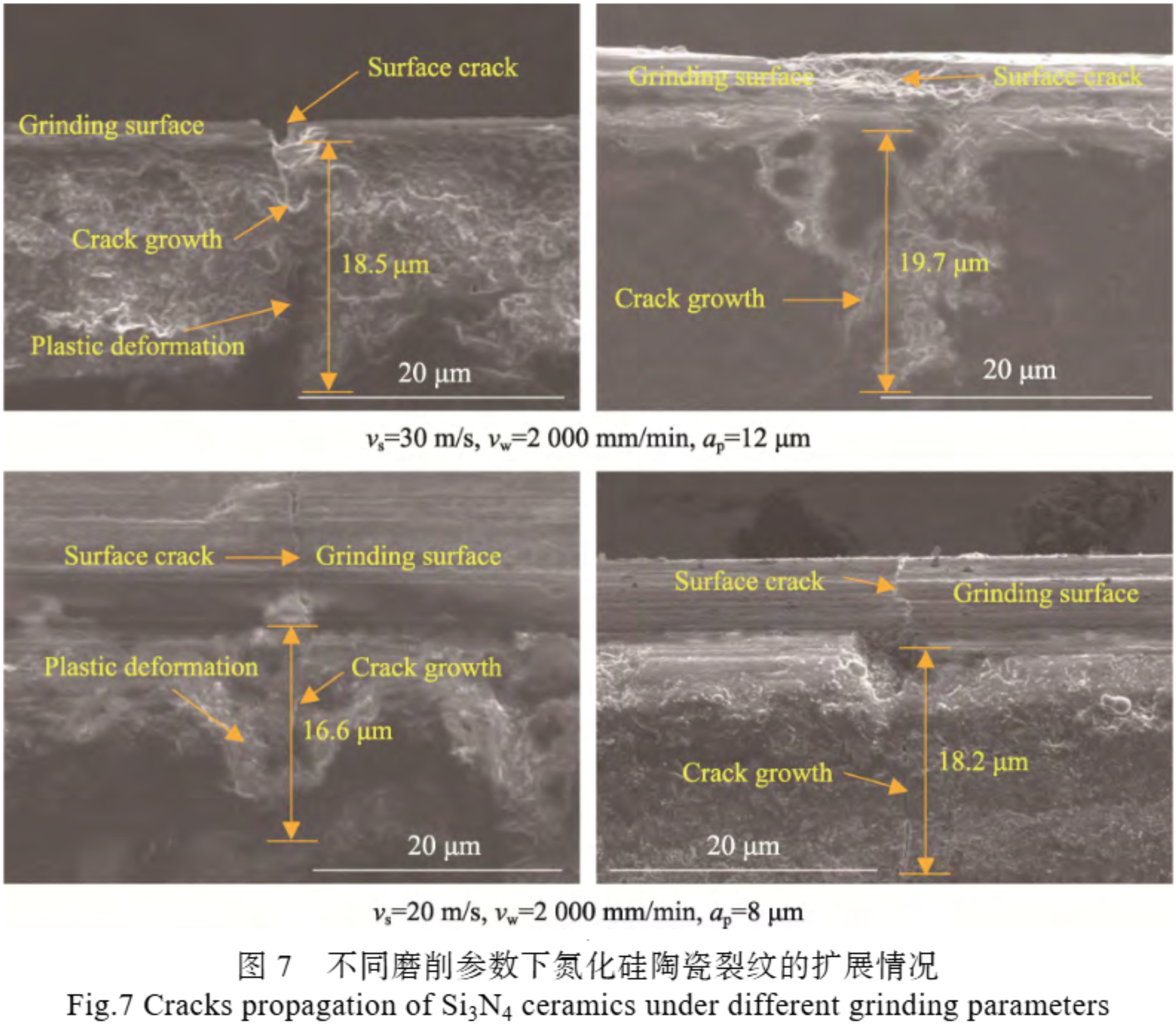
[2]孙健,王禄,王超,等.氮化硅陶瓷磨削亚表面损伤深度仿真与试验研究[J].表面技术,2026,55(03):160-170.DOI:10.16490/j.cnki.issn.1001-3660.2026.03.013.


















 2448
2448

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言










