



可植入医疗器械和支架用聚合物熔体的增材制造
专题综述
用于可植入医疗器械和支架的聚合物熔体增材制造
阿尔莫阿扎贝尔拉·优素福1, 斯科特·J·霍利斯特2,3 和保罗·D·戴尔顿1,3
1德国维尔茨堡大学医学与牙科功能材料系及巴伐利亚聚合物研究所,Pleicherwall 2,D‐97070 维尔茨堡,德国
2美国乔治亚理工学院华莱士·库尔特生物医学工程系,西北费斯特大道313号,佐治亚州亚特兰大,邮编30332,美国
3通讯作者应联系的作者。
电子邮件: scott.hollister@bme.gatech.edu 和 paul.dalton@fmz.uni-wuerzburg.de
关键词 :3D打印,熔体加工,熔融沉积成型,选择性激光烧结,熔融静电纺丝书写,微挤出 , 增材制造
摘要
熔体加工通常用于制造用于临床重建的医用聚合物装置/植入物,并可纳入医疗器械制造的质量体系程序。随着增材制造(AM)在生物材料和生物制造中的应用日益广泛,将新型、可定制的医疗器械转化为临床应用变得至关重要。因此,熔体加工是增材制造中一个显著的类别,为制造具有临床终点的支架/植入物提供了途径。本综述重点介绍了三种关键的熔体加工增材制造技术:熔融微挤出、选择性激光烧结和熔融静电纺丝书写。回顾了采用这些工艺制造的医疗器械和支架的体内(包括临床)结果。这些技术共同涵盖了支架结构的熔融增材制造,其特征尺寸和分辨率范围从800纳米到 700 μ米。
引言
医疗器械在全球市场的规模达到 2012[1],大多数情况下都能安全地制造、分发和植入。然而,增材制造(AM)的范式转变开启了在临床环境中实现‘床旁制造’的可能性。这包括直接在体内进行打印(直接体外),或在附近位置(本地打印机)进行制造,涉及将增材制造支架与细胞结合(直接体外)或组织(直接离体)。将增材制造的植入物和支架转化为临床应用通常需要监管机构对安全性和有效性进行批准,以及实施质量控制系统。世界卫生组织(WHO)将医疗器械定义为:‘用于疾病预防、诊断或治疗,或用于检测、测量、恢复、纠正或调节身体结构或功能以实现某些健康目的的物品、仪器、设备或机器。通常,医疗器械的作用不是通过药理学、免疫学或代谢方式在人体内或体表实现,但可借助此类手段辅助其预期功能’[2]。因此,任何医疗器械通常都会对组织产生结构、机械、电气和/或化学改变,以缓解临床状况。通过聚合物熔融增材工艺制造的任何设备都必须被加工以实现这些结构、机械、电气和/或化学改变的设计目标。在美国,食品药品监督管理局(FDA)要求将此类设计目标及确保设备符合这些目标所采用的过程纳入设计控制[3]。许多现有的聚合物医疗器械均为熔融加工,并拥有数十年的临床应用历史[4]。
在本综述中,我们描述了两种基于熔融的增材制造技术的体内结果,这两种技术已用于制造临床使用的植入物,即熔融微挤出,包括熔融沉积成型(FDM)和选择性激光烧结(SLS)。此外,我们还介绍了一种与FDM密切相关的技术,称为熔融静电纺丝书写(MEW),该技术可产生显著更小的纤维直径。
对这些增材制造技术的关注部分源于近期涉及新医疗器械市场批准的法规演变,以及关于组织对基于熔融的增材制造医疗器械反应的文献汇总。在讨论每种增材制造工艺的具体细节之前,有必要简要概述当前临床中用于生产医疗器械的一些热塑性聚合物。随后将讨论控制新型医疗器械进入市场的法规指南,因为多种因素会影响医疗器械的接受程度,包括可用材料、成本、放大生产和伦理问题。
医用聚合物的使用
许多热塑性聚合物已在临床使用数十年,包括聚己内酯(PCL)、聚乙醇酸(PGA)、聚乳酸(PLA)、聚丙烯(PP)、聚二氧杂环己酮(PDO)(PDSTM,爱惜康)和聚醚醚酮(PEEK),并且已有若干综述讨论了这些聚合物的材料特性及生物学反应[5–13]。20世纪30年代尼龙缝线的制造(EthilonTM,爱惜康)开启了合成医用聚合物的时代。
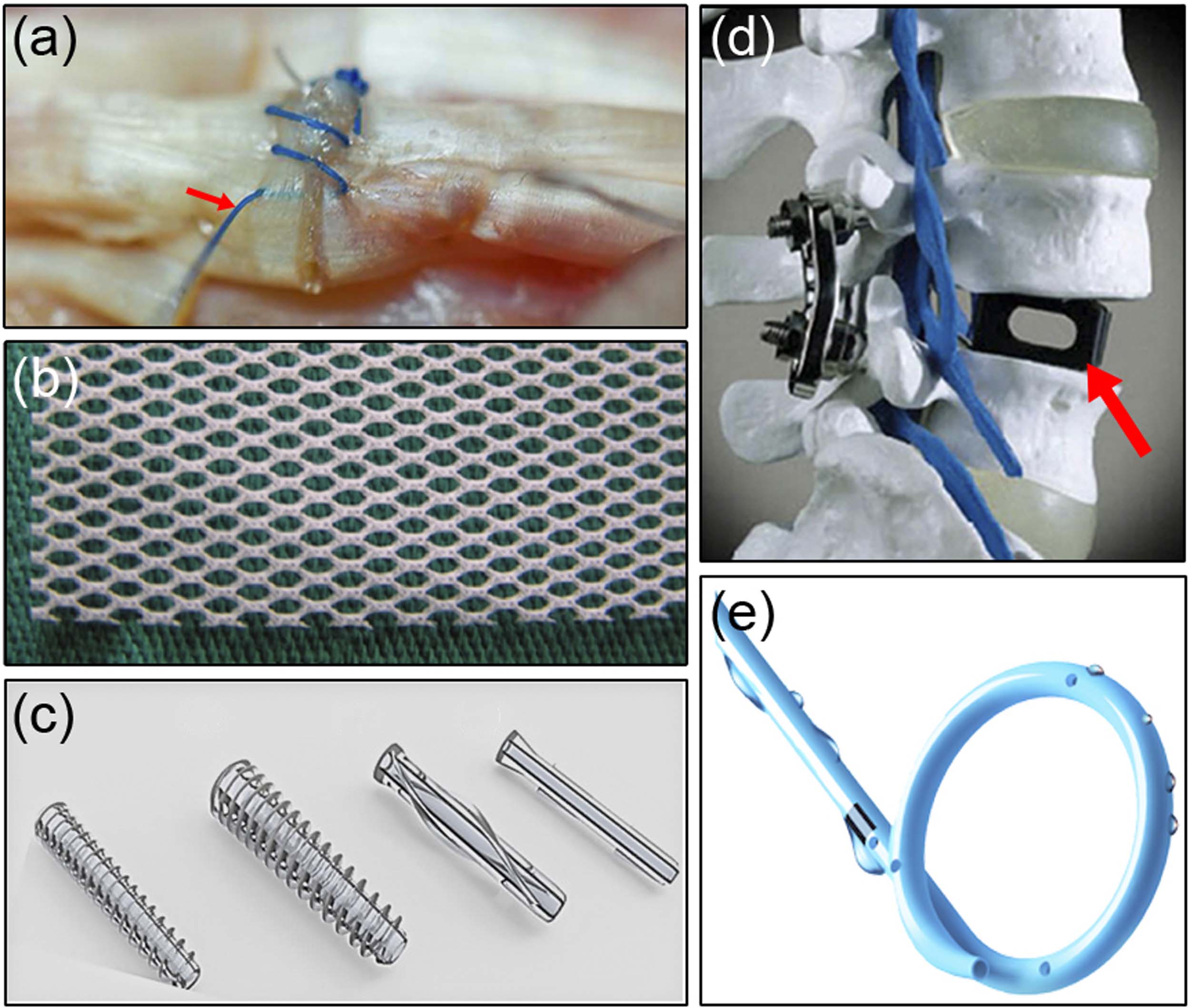
聚合物。20世纪50年代,聚丙烯被用作不可吸收缝线(ProleneTM,爱惜康)(图1(a))。对于可吸收缝线,聚乙烯醇(PVA)也于20世纪30年代开发出来[14]。1970年,通过熔融纺丝技术将聚乙醇酸(PGA)用作可吸收缝合材料,并首次以商品名DexonTM面世[15]。研究表明,PGA在伤口强度方面优于铬制羊肠线[16]。由聚乙交酯‐L‐丙交酯(或聚九癸交酯)制成的可吸收缝线于1974年首次作为VicrylTM(爱惜康)使用,也是通过熔融纺丝工艺制造[17]。1958年,聚乙烯网片被引入用于治疗疝,这是腹部和盆腔手术常见的并发症[18]。随后出现了聚丙烯网片(图1(b)),由编织熔融纺丝聚合物纤维制成[19]。它们因重量轻且易于操作而在疝修补术中表现出更优的效果[20]。多位作者已对聚合物疝修补网片的生物学及其在现代外科手术中的应用进行了综述[19, 21–24]。
另一种熔融加工的聚合物医疗器械是用于骨科手术的螺钉和针(图1c)。聚乳酸于1971年首次用作骨科植入物,如今所有主要的骨科医疗器械制造商均生产可吸收植入物,此类植入物的应用已得到扩展。

另一种熔融加工的聚合物包括自20世纪80年代起用于骨科植入物、自20世纪90年代起用作脊柱融合术中脊柱融合器的聚醚醚酮(图 1(d))[38]。聚对苯二甲酸乙二醇酯 (PET,DacronTM)在血管旁路手术中被用作血管移植物,以替代自体或异体静脉移植物[39–42]。PET在制成缝合线时也采用熔融加工方式,而输尿管支架则通过热塑性挤出工艺制造 (图 1(e))[由44于, 45本]。文综述中讨论的大多数增材制造方法以及大多数提及的体内实验均使用聚己内酯( PCL),因此有必要简要关注这一重要聚合物。
PCL在医疗用途方面已有历史,曾作为与聚羟基乙酸的共聚物用于缝合材料(单克瑞尔™,爱惜康)[46],以及作为携带左炔诺孕酮的皮下避孕植入剂(卡普罗诺™)[47]。已知PCL在体内和体外均可通过水解[48],发生可吸收,该过程为自催化过程,其中酯键的断裂会加速进一步降解。Pitt等人[49, 50]观察到,通过熔融挤出或成型制备并植入兔子体内的PCL薄膜和胶囊,其降解速率与在40°C水中浸泡的样品相同,而40°C正是兔子的体温。降解过程分为两个阶段:首先是整体降解,此阶段未观察到质量损失,但分子量下降;随后当分子量降至5000以下时发生链断裂。低聚物颗粒开始从支架本体中扩散,导致碎裂。孙等人[51]在大鼠体内开展了长期降解研究,使用放射性标记的PCL,在植入2年后,PCL仍保持形态,但分子量有所降低。放射性标记的 PCL通过粪便和尿液排出体外,未在体内蓄积 [50, 52]。伍德沃德等人还描述了围绕PCL光滑表面圆柱体形成无血管结缔组织包膜,并伴有胶原纤维及一些可观察到的巨细胞。当发生碎裂时,会出现血管炎症反应,大约3个月后该反应消失。此阶段可观察到巨噬细胞和巨细胞,但中性粒细胞较少[53]。
监管规则与合规
关于将新型医疗器械引入市场的法规旨在确保此类产品在供公众使用之前的安全性和有效性。一些医疗器械在其实施或植入人体的方式上具有侵入性,因此必须对这些器械的安全性和有效性进行仔细检查。世界卫生组织(WHO)、美国食品药品监督管理局(FDA)及其他监管机构对医疗器械的既定定义表明,医疗器械不通过药理学手段发挥作用,从而将其与药品或生物制品区分开来。然而,组织工程与再生医学的发展带来了医疗器械与药品和/或生物制品的联合,增加了监管路径在时间和成本上的复杂性。例如,此类 “组合型器械”会同时由FDA多个中心进行评估,包括放射设备与健康中心(CDRH,负责医疗器械)、生物制品评估与研究中心(CBER,负责生物制品)以及药物评价与研究中心(CDER,负责药品)。
1976年,美国通过了《医疗器械修正案》,该法案界定了医疗器械的定义,并赋予FDA对医疗器械上市前安全性的监管权限。该法案还将医疗器械分为三类:I类、II类和III类。I类医疗器械是指对使用者风险最小的器械,而III类则具有最高风险。所有类别均需遵守一般控制,包括质量体系法规和良好生产规范 (GMP)。I类器械通常豁免于监管审批路径。II类器械需要特殊控制,这些控制是针对特定器械制定的,旨在确保器械的安全性和有效性。此类特殊控制通常在 FDA网站上发布的指导文件中予以说明 (http://fda.gov)。II类器械通过510(k)或上市前通知路径获得批准,其安全性和有效性需通过证明该器械与已合法上市的谓词器械实质等同来确立。尽管证明实质等同通常需要实验室测试和临床前动物研究,但在特殊情况下可能需要人体临床数据。最后,III类医疗器械要求最严格的监管形式,即上市前批准 (PMA)。III类医疗器械是指用于支持和维持人类生命,或在预防疾病或伤害方面具有重要意义的器械(美国法典:21 USC 360)。组合产品:一种医疗器械
此外,含有另一种效应物(如药品或生物制品)的产品通常被美国食品药品监督管理局作为III 类医疗器械进行监管。上市前批准是最为严格的监管路径,需要开展I期临床试验(有限的临床试验以确定安全性)和关键性的II期临床试验 (以确定器械针对特定临床适应症的功效)。在开展临床试验之前,制造商必须基于非临床测试结果向美国食品药品监督管理局提交研究性器械豁免申请,并获得批准后方可进行试验。
随着越来越多的大学研究聚焦于临床转化,学术界日益认识到并需要了解医疗器械的监管流程。新型医疗器械获批的复杂性可能限制了组织工程研究产生的创新潜在产品。临床侧的医生和实验侧的科学家都需要充分理解将新型医疗器械推向患者所需的监管流程。一种高效的医疗器械研究与设计方法是使用已获批的生物材料,以缩短并减少获批所需的监管工作。已有若干综述论文讨论了此类设计参数及实施[3, 54–58]。
三维打印在临床——今日
数十年来在临床中使用的多种成像技术,例如磁共振成像和计算机断层扫描(CT),为将增材制造应用于临床场景提供了直接途径,尤其是在设计患者特异性手术方案和器械方面[59]。目前,增材制造主要被用于生产实体医学模型[60] ,这些模型可用于复杂手术的术前规划,或应用于难以到达的手术区域,以及用于医学教育[61–64]。它们还可用于研究和开发新的治疗方式,例如气道模型中的气溶胶扩散研究[65]。物理模型也可用于假体制作与评估[66–69],以及通过作为其他制造方法的模具来生产可植入部件[70, 71]。增材制造的可定制特性可用于个性化医疗,以按需生产部件,从而更好地适配永久假体[72],且患者特异性的可吸收聚己内酯植入物已通过增材制造成功制备[73]。
为了强调无溶剂增材制造技术向临床快速转化的可能性,此处简要提及已在临床应用的增材制造金属植入物[74]。尽管本文综述的重点是熔融加工聚合物的增材制造,但仍有必要简要介绍一些增材制造金属植入物的例子,因为许多用于构建金属打印增材制造物体的成像技术和软件程序同样适用于基于聚合物熔体的增材制造。这一点对于选择性激光烧结尤其重要,因为金属和聚合物均采用无溶剂的方法进行加工可[75]植入。的增材制造金属医疗器械通过选择性激光烧结(SLS)、选择性激光熔化、电子束熔化(EBM)和直接金属激光烧结(DMLS)[74–76]制造。例如,使用患者自身的CT扫描数据设计患者特异性下颌重建金属板,并采用DMLS制造。该方法利用计算机辅助设计(CAD)和计算机辅助制造(CAM)来制作定制轮廓板,以实现更好的贴合性和面部对称性[77]。
Fernandes等人报告了一例使用通过SLS制造的定制钛植入物治疗三叉神经鞘罕见恶性肿瘤患者的案例。手术切除肿瘤后造成了巨大的中面部缺损,无法使用现有的颧骨植入物进行治疗[78]。Probst等人在一项回顾性研究中比较了6名患者的治疗结果,这些患者使用的下颌重建板要么是市售的但在术中弯曲,要么是通过铣削或SLS由 CAD/CAM制造的。CAD/CAM设计的结果令人鼓舞,并允许更简便的应用[79]。因此,基于聚合物熔体的增材制造的过渡已经遵循了增材制造金属植入物已建立且被接受的临床记录。显然,与金属器械相比,聚合物在软组织植入方面将具有更广泛的应用性。
增材制造类别
近年来,使用逐层堆积法制造实体物件的技术不断发展。这种制造理念在大众媒体中被称为3D 打印(3DP),而在科学界则称为增材制造( AM)。由于用户能够自行设计和制造定制化物品,而无需大量依赖工业支持,增材制造被誉为一种颠覆性技术。它与减材制造形成对比,后者是通过机械加工(如钻孔或铣削)来制造物体的传统方法[80]。增材制造的出现为设计和定制医用植入物提供了新的可能性,但3D打印的医用植入物仍需符合主要于20世纪末制定的法规。
目前有多种可用于制造实体物品的增材制造技术。其中包括已成熟应用的技术,如立体光刻、熔融沉积成型、选择性激光烧结和三维打印。近年来,增材制造技术的种类不断扩展,包括双光子聚合[82],电子束熔化[74],连续液态界面聚合[83]和微挤出书写。利用这些技术制造组织工程支架在生物医学应用方面具有巨大的转化潜力[84]。然而,在本综述中,我们仅关注依赖聚合物熔体加工的增材制造方法,因为这是一种已证实可用于制造临床用医疗器械/植入物的方法。
微挤出技术
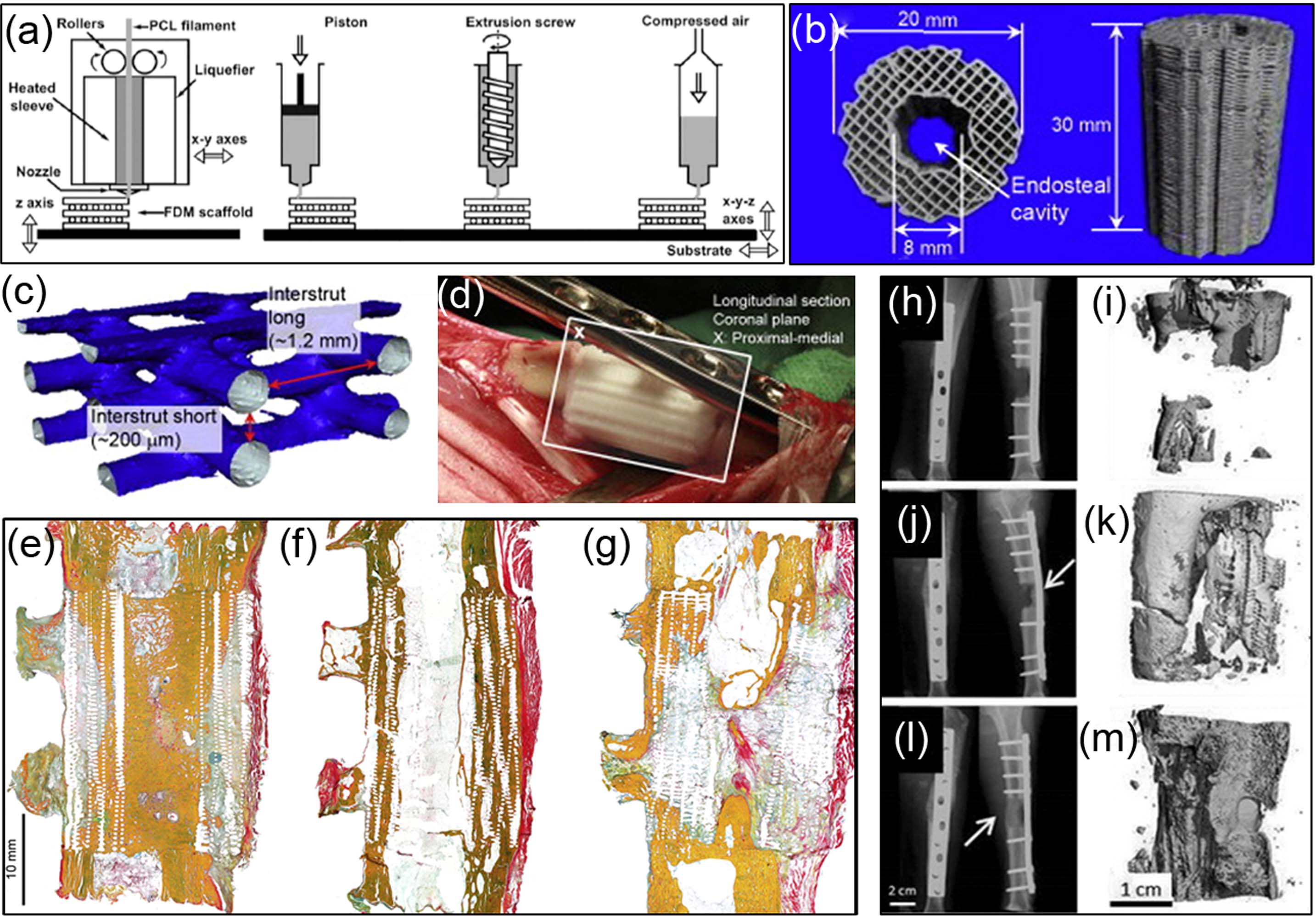
迄今为止,用于医疗材料的最常见微挤出增材制造技术是熔融沉积成型。该技术由斯科特·克朗普发明并申请专利 1989[85],他后来创立了斯特拉塔西斯公司(http://stratasys.com)。原则上,该技术基于通过加热喷嘴对固体聚合物长丝进行熔融挤出。利用直角坐标机器人将微挤出聚合物熔体逐层沉积到收集器上,从而形成最终的三维形状figure 2(a))。最初使用丙烯腈‐丁二烯‐苯乙烯共聚物作为聚合物,但目前已采用多种可生物降解/可吸收的聚合物,包括聚(L‐谷氨酸)(PLGA)和聚己内酯,用于制备组织工程支架[86, 87]。虽然熔融沉积成型使用聚合物长丝进行增材制造,但聚合物熔体微挤出可通过基于注射器或螺杆挤出的方式实现。这种方法可以制备与熔融沉积成型相似的支架,同时还具有能够添加颗粒或药物的优势无需先将其基材制成丝材即可进行打印[88–92]。
通过FDM制造的大部分结构已应用于硬组织工程,这归因于喷嘴拉出的纤维尺寸通常在 160–700 μm[93]范围内。骨是一种处于持续沉积与吸收状态的动态组织[94]。组织工程结构的目的在于为细胞生长和侵入提供有利条件,同时提供机械支撑,直至达到足够的愈合阶段,以尝试模拟骨的功能[86]。2000年,Hutmacher首次描述了使用PCL制备FDM支架的方法[86]。所述支架的铺放模式为0°/60°/120°取向,并针对其机械/物理性能以及体外细胞相互作用进行了评估。此类FDM支架的孔隙率超过56%,孔径介于 380至 590 μm之间。成纤维细胞和成骨细胞在这些支架上生长,观察到它们从外围到中心生长并覆盖孔隙[95]。
早期针对FDM支架的体内研究主要是检测炎症迹象并观察

骨形成。Schantz 等人 通过将PCL与羟基磷灰石 (HA)混合,采用FDM技术制备支架,并在支架内接种人颅骨骨片后植入裸鼠[96]。他们报告 称未出现明显的异物反应 (FBR),同时接种细胞 的支架显示出更佳的骨形成效果。其他多个研究 团队在体内植入前进行了体外预处理 in vitro,然 后进行invivo植入 (表 1),包括:用提取的骨髓 进行涂层、接种骨髓基质细胞、接种成骨细胞, 或接种过表达重要成骨转录因子Runx2的 BMSCs。通过对PCL与HA或β‐磷酸三钙 (β-TCP)共混,或通过将PCL浸入模拟体液 fluid (SBF)中,实现对支架的功能化修饰。多个研究 团队使用了大型动物模型 (绵羊)以更好地模拟人类负重情况。
来自新加坡国立大学对FDM支架的持续研究已作为OsteomeshTM和OsteoplugTM进入 市场,由名为Osteopore公司(Osteopore Inc.)的企业生产,该企业按照GMP标准通过 FDM技术制造PCL支架。Osteopore公司目前 获得FDA批准,其产品作为II类医疗器械用于颅 面缺损中的骨缺损填充[97]。旨在将此类支架最 终应用于临床环境,促使多个研究团队在支架上 添加促进细胞增殖和/或分化的添加剂,以获得 更好的愈合反应。这些添加剂此前已在临床上使 用和/或获准用于人体,但用途不同,例如重组 人骨形态发生蛋白(rhBMP)和富血小板血浆 (PRP)。rhBMP‐7获得FDA人道主义设备豁 免批准,可用于长骨骨不连的治疗,当自体移植 不可行或其它治疗方式失败时使用;而 rhBMP‐2被批准用于腰椎融合术、损伤后14天 内使用髓内钉固定的开放性胫骨骨折以及口腔颌 面用途[98]。然而,据估计,在2002年至2007 年间美国主要手术中rhBMP的使用量中有85% 属于超说明书使用[99]。Cipitria 等人将负载 rhBMP‐7的PCL支架植入绵羊的临界尺寸胫骨 缺损中。结果显示,在12个月后,rhBMP‐7组 的骨形成优于空支架组(图2(b)–(g))[100]。
Abbah 等人比较了在猪身上进行脊柱融合手术 时使用骨自体移植与负载rhBMP‐2的 PCL/TCP支架(Osteopore公司)的效果。结 果表明,支架组骨形成更优,且术后移植物骨折 的发生率更低[101]。原位使用BMPs的问题在于, 它们可能从注射/植入部位扩散至其他组织,导 致异位骨形成[102]。Dupont 等人采用了一种不 同的方法,他们用编码BMP‐2的病毒载体包覆 PCL支架(Osteopore公司),并将其用于 裸鼠股骨关键性骨缺损模型中。该研究组将此类 支架与已接种间充质干细胞(MSCs)的PCL支 架进行比较,后者MSCs已被转导病毒载体以过 表达BMP‐2。结果更倾向于非接种支架组[103] Kirby et al使用负载重组人血管内皮生长因子 165的PLGA微粒(rhVEGF165)、重组人血小板源性 生长因子BB(rhPDGF-BB)以及BMP‐2或单独使 用BMP‐2(图2(h)–(m))。他们报告称, 生长因子组和BMP‐2组的机械性能优于含有空微 粒的支架[104]。转向PRP的研究,Rai et al将 PCL/TCP(Osteopore Inc.)支架浸入大鼠富血小 板血浆(rat PRP)中30分钟,随后将其植入大 鼠股骨关键性骨缺损中,并与未经PRP处理的支 架进行比较。结果显示PRP组的血管化程度和新 生骨硬度更高[105]。此类实验表明,通过结合已 存在且已获批的药物/生物制剂,具有治疗复杂 骨骼缺损的潜力。
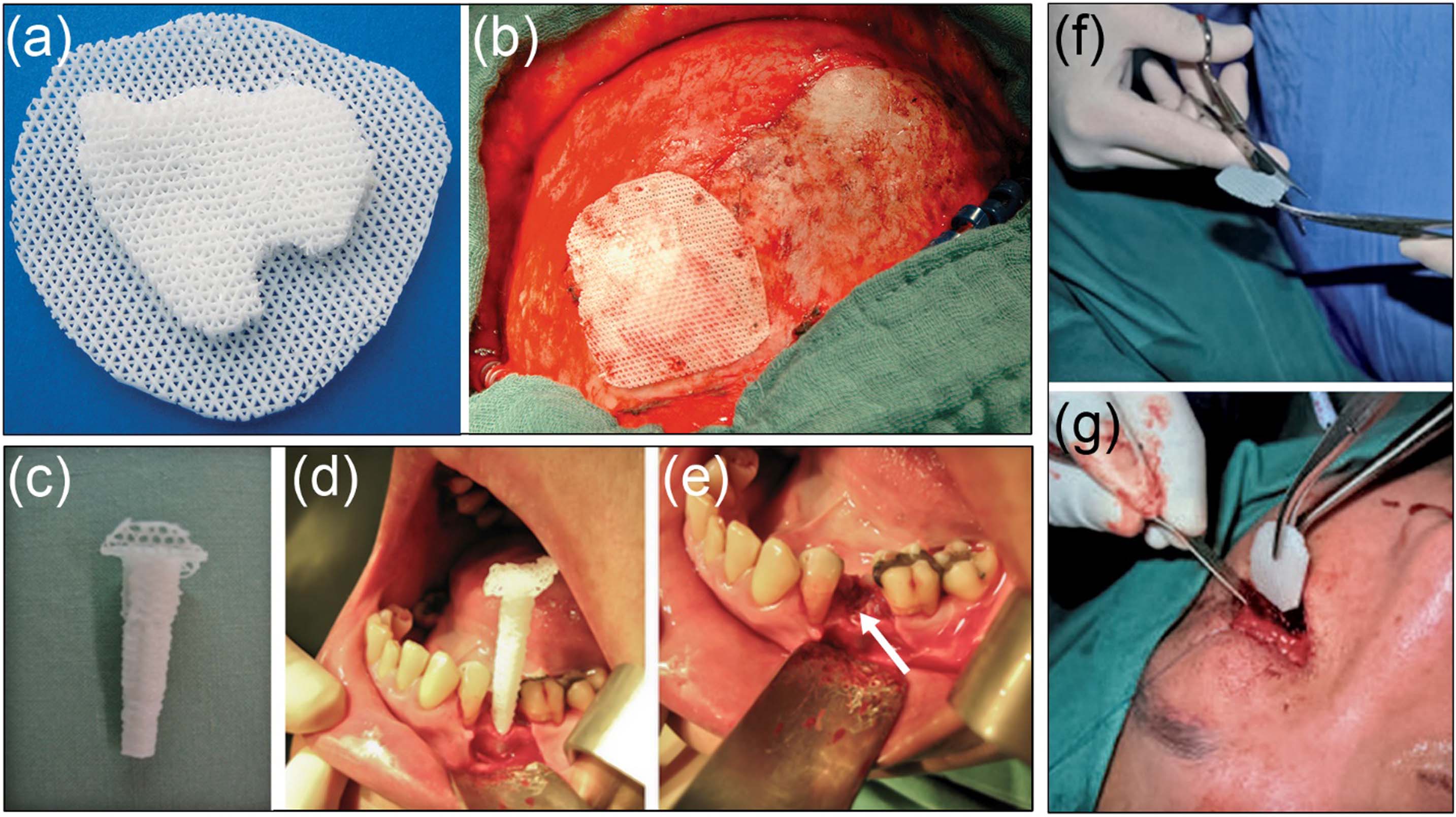
在进行了大量体外和体内实验后,尤其是大 型动物临床前研究,进入临床是下一步的合理选 择。Schantz等人于2006年描述了在人类患者中 使用Osteo‐plugTM覆盖环钻术产生的钻孔, 12个月后评估时发现缺损得到填充[106]。 Probst等人利用患者的CT扫描数据,通过熔融 沉积成型技术使用Osteopore公司提供的医用级 PCL制造出含有TCP(20%)的PCL支架(图 3(a), (b))。该支架用于颅骨缺损,并在6个月 后进行随访[107]。吴等人在接受拔牙并准备植入 牙科种植体的患者中使用了PCL支架( Osteopore公司)(图3(c), (e))。与未填充缺 损的对照组相比,治疗组在拔牙窝中的骨质量更 好,牙槽嵴高度的保持也更佳[108]。张等人使 用OsteomeshTM PCL支架对患者下眶壁骨折进 行重建(图3(f), (g))。与术前检查相比,该方 法显著改善了骨缺损的填充情况以及双眼单视结 果[109]。值得注意的是,目前新加坡正在进行 一项随机临床试验,以比较钛植入物与PCL/磷 酸三钙支架在眶壁重建中的效果( ClinicalTrials.gov标识符:NCT01119144)。 查亚等人描述了一例使用经自体骨髓和重组人骨 形态发生蛋白‐7处理的PCL/磷酸三钙支架( Osteopore公司)治疗一名70岁女性患者的4 cm胫骨不愈合缺损的病例。经过18个月的随访, 该患者缺损区域的新骨再生率达到75%[81]。
选择性激光烧结(SLS)
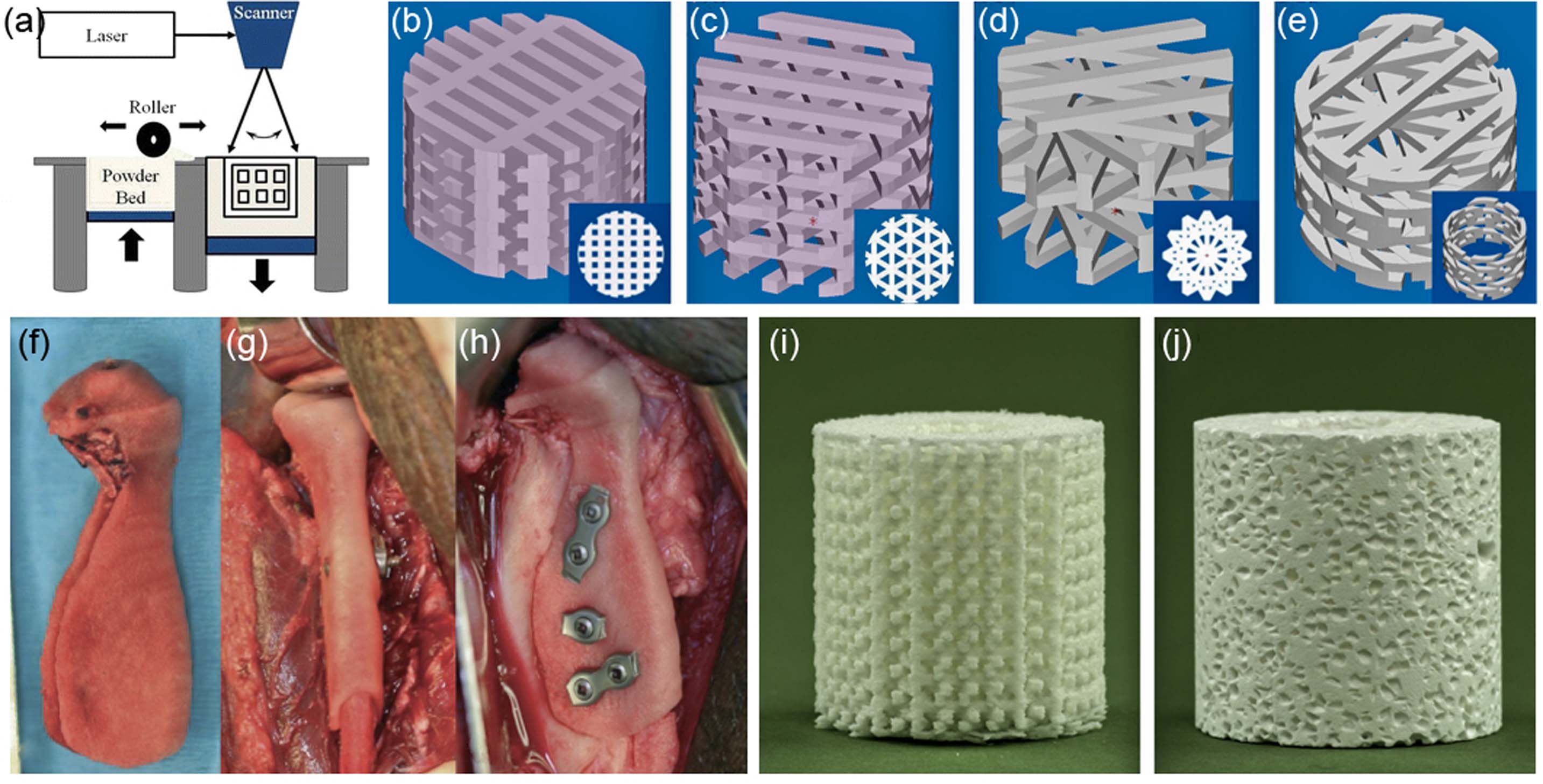
SLS技术由卡尔·德卡德于1986年发明[110]当时 他是德克萨斯大学机械工程系的一名硕士’学生。 最初的想法是使用计算机辅助设计来制造机械零 件的铸造模型[111]。SLS打印机的基本设计包括 一个装有粉末床、激光器、可在垂直方向下降的 活塞以及用于铺展新粉末层的滚轮的机箱。由计 算机控制的激光束对粉末进行烧结,未烧结的粉 末则为正在构建的支架提供结构支撑(图4(a))。 三维(3D)物体的数字表征通过CAD生成,并以 标准三角剖分语言(.STL)文件格式保存,随后在 SLS打印机中逐层打印(图4(b)–(e))。材 料被保存在机箱内,温度保持在其熔点温度略低 的水平[75, 112]。已有文献报道多种不同材料被 用于采用SLS制造支架,包括金属、陶瓷、生物 活性玻璃、聚合物和复合材料。对于 就本综述而言,重点将放在热塑性聚合物上。有 关SLS与其他材料使用的最新综述可参见其他文 献[76, 113, 114]。
使用SLS制造支架已采用多种热塑性聚合物 单独或与陶瓷复合,用于组织工程和医学建模。 SLS已被用于加工尼龙[115], PVA与HA[116], PEEK与HA[117],聚醚酮酮(PEKK)[118],高 密度聚乙烯(HDPE)与HA[119],UHM WPE[120],PCL[121],PCL与多糖[122], PCL 与HA[123], PCL与 β‐磷酸三钙[124, 125],聚酰 胺(PA)与HA[126],聚(L‐乳酸)(PLLA) [127], PLA与碳酸化羟基磷灰石[128]以及聚( L‐乳酸‐co‐乙醇酸)与HA[129]。
使用选择性激光烧结(SLS)可以无需溶剂 或造孔剂即可打印复杂的三维物体。此外,与熔 融沉积成型(FDM)相比,它不需要使用丝材。 原则上,只要材料呈粉末状,并且能够在激光束 作用下熔融而不分解,就可以用于SLS[121]。通 过优化打印机参数设置,可制造用于骨组织工程 (TE)的多孔支架,并能较好地再现原始三维 模型的尺寸[130]。有关利用SLS优化组织工程支 架设计的讨论见其他文献[131–133]。 多个研究小组开展了使用SLS支架的体内动物实 验(表2)。Williams等人展示了PCL支架的制备, 其
用表达BMP‐7的小鼠人原代牙龈成纤维细胞接种, 并在小鼠体内皮下植入。结果在支架表面及内部 均形成了骨组织,并在支架外侧周围形成了一薄 层骨皮质。此外,他们还展示了基于CT扫描数 据设计的小型猪下颌髁突支架[121]。在另一项研 究中,史密斯等人利用CT扫描数据在小型猪模 型中制造了髁突支单元支架(图4(f)–(h))。该 支架作为外壳,内部填充自体髂嵴取骨髓。在进 行髁突切除术后,将此构建物植入小型猪体内, 并使用微型板将其固定于下颌骨,对侧完整的颞 下颌关节作为对照。结果显示,该构建物外部的 骨形成多于内部,但总体上与对照侧关节相比, 呈现出类似正常骨结构的形态[134]。通过SLS制 备的PCL支架添加HA的研究已在体外[123]以及 体外和体内[135]开展。夏等人也研究了PCL‐纳 米羟基磷灰石支架吸附重组人骨形态发生蛋白‐ 2并随后在细胞培养基中释放的能力。这些支架 随后接种人MSCs,并应用于兔子的股骨关键性 骨缺损模型。与仅含PCL的组相比,含有PCL‐ 纳米羟基磷灰石的组在9周后表现出更广泛的新 骨形成以及更快的支架降解。洛尔费尔德等人在 羊胫骨临界骨缺损模型中(图4(i)、(j))[125], 研究了PCL/β‐TCP支架与一种商业化的 β‐TCP 支架的体内效果。他们发现PCL/TCP组的骨形 成较对照组减少 当使用10%重量的TCP与PCL混合时,纯TCP组 的结果较差,他们建议在未来的研究中进一步探 索50%重量的TCP。Liao 等研究了PCL、 PCL/TCP以及涂覆有I型胶原的PCL/TCP支架。 研究了多种TCP浓度(10%、20%、30%和40% 重量),但发现含40%时,支架过于脆弱易碎。 作者还研究了在裸鼠体内(肌内植入)接种猪脂 肪源性干细胞及其成骨分化后支架的体内 性能 (肌内植入)。I型胶原涂层显著改善了 PCL/TCP支架的成骨分化以及体内编织骨形成 的体积体内[124]。类似地,将PCL支架涂覆II 型胶原可改善猪软骨细胞的体外增殖体外和体 内 表现,并促进细胞外基质蛋白生成,如糖胺 聚糖[136]。这一点也通过将猪软骨细胞负载于 I型胶原水凝胶中的PCL支架得到了证实[137]。 Du 等人 展示了一项体内研究,其中在SLS中使 用PCL和HA的微球,而不是将PCL和HA粉末混 合进行烧结体内[138]。图4展示了使用SLS制 造的支架完成的多项体内动物实验。
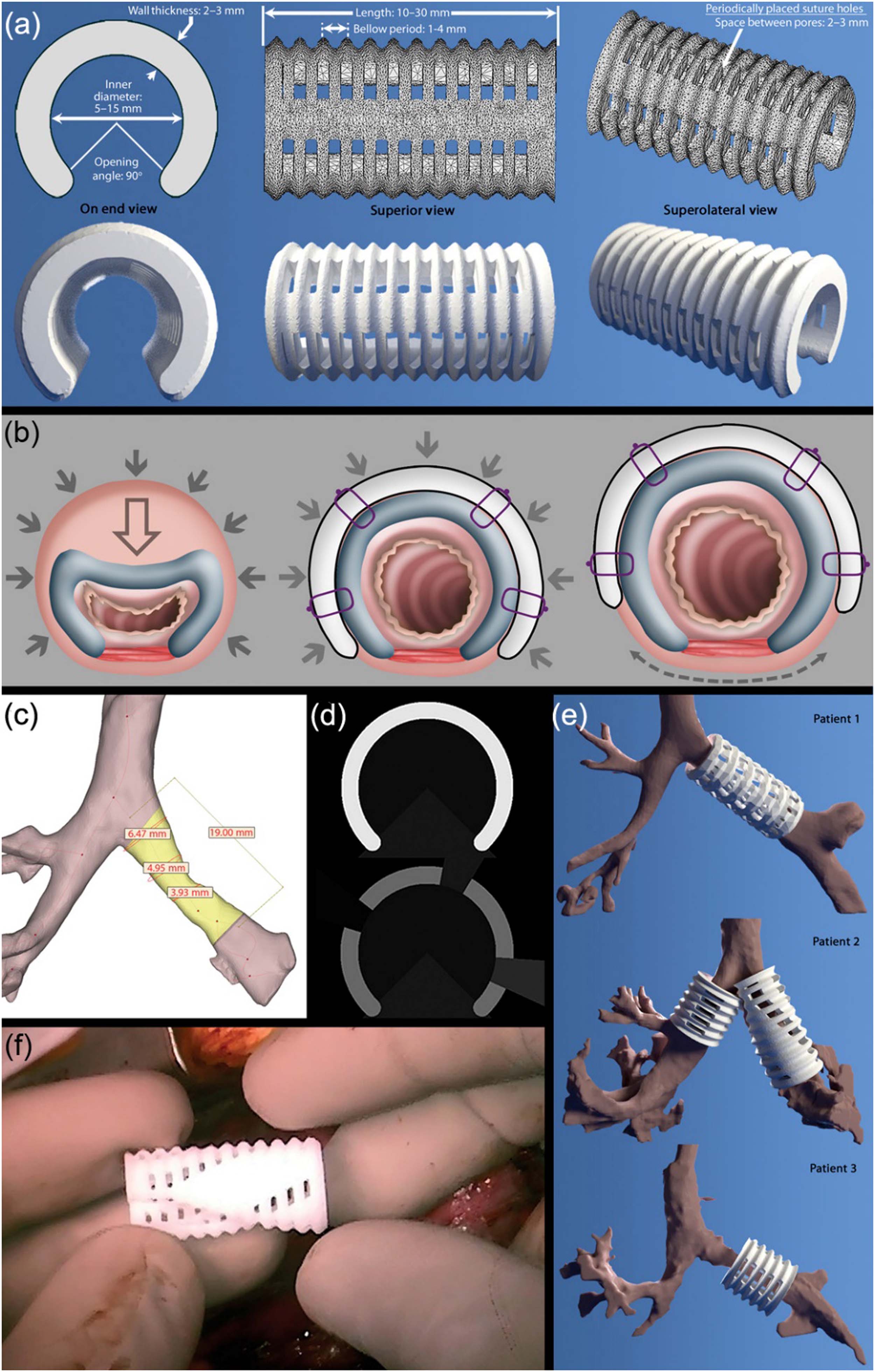
在一项重要的转化研究报告中,佐普夫等人通 过选择性激光烧结技术制备了用于气管支气管软化 症(TBM)婴儿患者外科植入的聚己内酯支架[73]。 TBM是一种严重的先天性呼吸系统疾病,由于气道 壁和软骨薄弱,导致气道塌陷[139]。植入式支架使 得患者在术后得以脱离挽救生命的气管插管
术后21天,一年随访情况良好。该手术在密歇根 大学机构审查委员会向FDA申请并获得紧急使用 许可后实施(联邦法规:21CFR812.35)。该条 款规定,对于危及生命或严重病症,在没有足够 时间获得FDA批准且无替代疗法的情况下,可使 用尚处于检查阶段的医疗器械。应通知FDA有关 病例的详细信息以及对患者采取的保护措施。fi 在应用于TBM猪模型的临床前研究中验证了所 使用的支架。尽管在该实验中,通过手术建立的 TBM猪模型因感染而在术后植入后未能存活, 这可能归因于该动物模型的不适用性。然而,那 些没有手术缺陷但仍然植入支架的动物则未出现 相关发病率或死亡率[140]。随后,研究团队报 告了在三名儿科患者中进行类似手术的结果(图 5),其中首例患者的随访数据长达38个月first case[141]。他们报告称,从患者就诊到可植入支 架的生产完成需要36小时,此外还需要7天来获 得必要的法规和伦理批准。这一成就是增材制造 在临床中用于治疗危及生命的罕见病时具备灵活 性和未来应用潜力的证明,同时还能根据患者的 生长情况进行调整,并在植入物不再需要时实现 最终吸收。
2011年,一家美国公司牛津性能材料( OPM)宣布推出OsteoFabTM,这是一种通过 SLS技术由PEKK制成的增材制造患者特异性颅 骨植入物[142]。该产品通过510 K途径获得美国 食品药品监督管理局(FDA)作为II类医疗器械 的批准[143]。该公司随后又获得了另外两项针对 面部骨骼[144]和椎骨[145]的PEKK患者特异性 SLS制造医疗器械的510 K FDA批准。在最近的 一项研究中[118], ,Adamzyk等人展示了 OsteoFabTM支架的体外和体内表征。将自体间 充质干细胞或成骨分化后的间充质干细胞接种于 PEKK支架上,并将其植入绵羊的颅骨缺损部位。 与空白缺损相比,支架显示出骨形成,且无论支 架是否接种细胞均无差异。这表明支架具有骨传 导性,但作者报告称支架周围形成了纤维组织囊, 可能会影响骨愈合。
SLS 结论
SLS是一种有前景的快速成型技术,可用于制造 用于临床应用的组织工程支架,并已应用于该领 域。然而,现有商业化设备的高成本可能会限制 其推广。 这种技术在临床环境中的应用[146]。通过选择 性激光烧结技术制造的商业化、患者特异性增材 制造医疗器械的可用性,可让更多临床医生接触 该技术,并推动院内打印的研究。
熔融静电纺丝书写(MEW)
聚合物的电纺丝,无论是溶解在溶剂中还是处于 熔融状态,传统上都会导致纤维随机沉积以形成 网状结构[147]。此前已有多种热塑性聚合物通 过熔融电纺丝制备,例如PCL与聚(环氧乙烷‐ 嵌段‐己内酯)共混[148],、PP[149],、聚氨酯 (PU)[150]以及PLA[151]。由于熔融电纺丝 特别适用于可控的直写成型,微挤出书写( MEW)作为增材制造技术[152]中的较新成员。 尽管MEW与微挤出技术存在相似之处,即都是 将熔融聚合物输送至喷嘴并用于直写三维结构, 但MEW利用施加电压通过静电拉伸产生更细的 丝状纤维。从某种角度来看,MEW可被描述为 “静电辅助的FDM”,其详细评述见其他文献 [153, 154]。事实上,FDM已实现临床应用,而 MEW采用类似原理但引入了电压作用,因此成 为医用植入物增材制造的现实候选技术。
在图6(a)所示的配置中,MEW通过在注射 器内熔化热塑性聚合物,并利用空气/氮气压力 将熔体驱动至平头喷嘴/纺丝头。施加电压后, 在纺丝头与收集板之间形成电势差,从而产生一 条持续稳定的超细丝,并可在移动的收集器上进 行直接书写。纺丝头规格、收集器与纺丝头之间 的距离、电压、熔体温度、进料压力以及收集器 的移动速度均为可独立调节的变量,可用于制造 不同纤维直径的支架,以实现多样化的支架设计。 MEW在原理上类似于近场溶液静电纺丝,但其 收集距离更大(可达5 cm)[155],并可实现可 控的纤维沉积。由于MEW为无溶剂工艺,因此 所制备的支架无需等待即可用于生物环境。溶液 静电纺丝与MEW之间的另一个区别在于,前者 所制得的支架通常孔隙率较低且孔隙较小。较低 的孔隙率和较小的孔隙会降低细胞在体外培养时 的细胞浸润[156],,这可能会影响支架在体内植 入后的血管化效果。MEW纤维的纤维直径范围 从亚微米[157]到数百微米[158],,可通过调节仪 器参数来控制,从而实现不同直径纤维的3D打 印[159]。MEW打印机的参数决定了纤维的质量
制备的支架,因为质量流速率的不平衡会导致支 架中出现可见缺陷,称为‘纤维脉动’[159]。 与熔融沉积成型类似,微挤出书写能够构建规 则的、预定义的结构 支架(手指图 6(b)–(d))。可以生成数字信号以构 建定制化的支架,且已使用该方法加工医用级聚 合物。MEW是一种相对不成熟的技術,但緊隨 更成熟技術的發展步伐 已建立的增材制造方法。MEW打印机尚未广泛 普及,全球只有极少数实验室拥有可生产此类支 架的打印机。MEW支架的体外表征最近由穆尔 萨‐卡桑特等人[153],进行了综述,并且这些支架 以平面和管状形式制备[160, 161](图6(e)–(g))。 MEW支架可用作牺牲性支架,以在水凝胶结构 内部形成孔隙[162],,或用于增强并改善水凝胶 的机械性能[163]。此外,聚己内酯还与锶取代的 生物活性玻璃共混,用于成骨样细胞的体外实验 支架制备[164]。尽管聚己内酯是MEW中最常用的聚合物[154],,但聚(2‐乙基‐2‐噁唑啉)也已通 过该方法成功加工[165],,以及聚(L‐乳酸‐co‐ε‐ 己内酯‐co‐丙烯酰基碳酸酯)通过MEW加工后, 再用紫外光进行光交联。 生产出具有优良机械性能的软组织工程支架[166]。
已有一些动物实验对MEW支架在体内的表 现提供了初步展望in vivo(表3)。迄今为止, MEW支架的植入实验均在啮齿类动物中进行, 且大多涉及将支架皮下植入免疫缺陷动物体内。 其中一些实验通过制造由MEW和FDM纤维构成 的双模支架来实现。Costa纤等人提出了一种有 趣的方法,描述了使用结合FDM与MEW的支架, 其中先将FDM支架加热以熔化其最上层,然后 将MEW支架压入,从而形成用于牙周组织引导 再生的双层支架et al(图纤6(h)、(i))(纤维 6(h),(i))[167]。Jeon et al研究了在FDM与ME W复合支架中添加海藻酸盐凝胶,并在其内培养 成骨细胞和软骨细胞,用于骨软骨缺损修复[168]。 这两项研究均在体内进行了测试in vivo 通过在无胸腺裸鼠中进行皮下植入。另一项体内 实验是异种形态模型的一部分,用于研究转移, 但这些实验提供了关于MEW支架组织反应的见 解。在植入前复杂的制备过程中,管状MEW支 架被磷酸钙涂层,并接种人骨髓间充质前体细胞 或成骨细胞。这些接种细胞的MEW支架随后被 研究作为异位骨形成的位点,以及在人源化小鼠 模型中前列腺和乳腺癌细胞的转移性位点 [169, 170]。植入前,管腔内填充rhBMP‐7并用 纤维蛋白胶密封。结果不仅在免疫缺陷小鼠中皮 下植入后出现骨形成,而且当癌细胞注射到小鼠 左心室时也出现了癌细胞归巢现象(图6)(j)–(m))。 值得注意的是,宿主浸润和MEW支架的血管化 在所有实验中均得到了良好重现。支架的孔径和 孔隙率使得整个支架实现了血管化。
微挤出书写结论
针对MEW支架开展的有限的体内实验表明,此 类支架在皮下模型中能够良好整合,且未引发慢 性炎症。重要的是,MEW支架内纤维的微小直 径使其成为非常柔软且顺应性良好的物体。所有 这些实验均在小型啮齿动物中通过皮下植入完成, 迄今为止尚无来自MEW制造支架的临床数据。
临床中的3D打印——未来
过去几十年,数十亿美元被投入到基于支架的组织工程研究中,然而,极少产品能够通过监管批准的障碍并提供给患者。尽管发达国家老年人口 数量不断增加,但组织工程将为临床实践带来 “革命”的承诺仍有待实现。正如前文所述,新 型医疗器械的设计方法是一方面,但同样重要的 是需要最终用户——即医生或外科医生——的参 与。增材制造有望通过使医疗团队能够在医院内 设计和“制造”器械来解决这一脱节问题。这种 由专科医院转变为基于增材制造的医疗器械制造 商的模式,对于患有罕见疾病、具有重建需求的 患者,或儿科等细分市场尤为重要,因为在这些 领域,医疗器械行业很难投入大量资金用于制造 仅需少量植入物的生产工具。增材制造在这些场 景下具有革新医疗治疗的潜力,同时也可用于创 建患者特异性或 个性化医疗器械[171]。尽管目前媒体所描述的‘最 先进的’3D器官打印技术仍具有高度的推测性;但 定制化、安全且廉价的无细胞植入物有望在按需的 基础上实现,这在接下来的十年中更有可能成为现 实。‘按需’,是未来十年内更有可能实现的。
生物制造室
人们可以推测,在增材制造技术未来取得进步后, 未来的临床环境可能呈现何种面貌。医学成像 (放射科)、院内三维打印实验室(车间)与手 术室(外科医生)之间的协同作用,可形成某种 类似于当前医学系统化治疗流程的工作流:检查、 检查、诊断、根治性治疗。一旦患者获得明确诊 断,即可通过增材制造技术在院内开始制造医疗 器械。即使在今天,诊断通常也是在完成多项常 规影像学检查后得出的,这些检查为定制化医疗 器械的制造提供了初步数据。在医院内部设立专 门且自动化的生物制造室或“车间”,为等待治 疗的患者现场制作植入物或假体,可能将对多个 方面的外科实践产生影响[172]。这类基于医院 的专门生物制造设施的作用,对于儿科等小规模 患者市场尤为重要。在许多情况下,例如气道夹 板[73],,儿科市场可能过于狭小,难以吸引专 门的设备制造商。然而,在大型专业儿科医疗中 心设立生物制造车间,不仅可在技术上实现,还 可使通过增材制造生产此类器械具备经济可行性。
生物制造室的发展和推广还将取决于机器人 技术领域的成熟和发展[173]。对于制备的支架, 可能需要通过目视检查、力学测试和/或显微 CT进行质量保证。当然,支架后续处理(如表 面功能化或自体或同种异体干细胞接种)的需求 将需要更多时间。生物制造室的另一个潜在使用 者将是临床药师。按需增材制造药品在控制剂量 方面可能非常有用,例如在儿科、短保质期药物 以及药物‐器械组合中[174]。生物制造室概念早 期采用的一个潜在解决方案是在同一或附近医院 的多个外科团队之间实现资源共享[175]。
使用增材制造制作的物理模型
用于患者定制植入物的成像技术(如MRI、CT) 已在医院中建立,并已应用于增材制造。如今, 患者器官的定制化物理模型正在被
3D打印以辅助手术规划(图 7(a)–(e)),外科医生 与增材制造车间之间的联系正逐步建立。在这一 方面,这些物理模型并非用于植入,而是制造出 来供外科医生对患者特异性器官进行触摸、观察 并规划手术过程c[176–179]。我们预计,用于手 术规划的定制化物理模型将在可用性和复杂性方 面不断提升。 如今,物理模型可以近似再现目标组织/器 官的形状,但其触感尚无法复制真实器官。随着 多材料增材制造技术的发展,这些物理模型将具 备更真实的触觉特性,从而可用于手术过程的演 练,甚至包括血管系统的模拟。例如,临床医生 未来可以在实际操作前,利用模型演练针对患者 特异性脑肿瘤的手术切除。用于手术规划和练习 的此类物理模型具有无需灭菌或预先进行细胞接 种的优势,并且可使用尚未有临床应用历史的材 料。向医院内打印定制化医用植入物的过渡将 可能在当前和未来的外科手术规划实践中得到 进一步发展。
手术工具
非聚合物3D打印领域也有助于临床实践的进步。 尽管本综述重点讨论聚合物增材制造工艺,但金 属植入物和手术工具的增材制造已取得显著发展。 已有基于患者MRI或CT数据制造的患者特异性 器械(PSI)或定制化对位切割导板,这类工具 可准确定位,实现组织的精确高效切割。一个实 例是用于改进全膝关节置换术(TKA)的切割导 板,将患者特异性导板放置于股骨和胫骨上,配 合钻孔位置和切割位置(图7(f)、(g))[180]。 虽然这些医疗器械不被视为完整的生物材料,但 其制造仍需符合现行监管法规。特殊患者群体可 从中受益,例如肥胖患者,PSI有助于恢复肥胖 患者的机械轴。 在随访一年后接受全膝关节置换术的患者[181]。 这类患者群体可能与全膝关节置换术后肢体力线 不良有关[182]。目前,患者特异性器械由骨科 植入物公司制造,因此,患者特异性器械仅用于 复杂的初次手术病例,而不应作为常规使用,否 则将增加医疗费用成本[183]。然而,如果患者 特异性器械能够在医院内部通过‘车间’进行生产, 则可以认为未来其有望成为一种常规程序。
资源有限环境
其他可能在医院中具有增材制造应用潜力的领域 包括资源有限环境或孤立环境。在资源有限的环 境中,增材制造有望为医疗器械生产提供具有成 本效益的解决方案,而无需承担高昂的成本和复 杂的供应网络。开源方法在假肢手设计与三维打 印方面的成功(图7(h)–(j))便是早期范例( http://enablingthefuture.org, http://openhandproject.org)。此外,在孤立环境中也有潜力生产医疗或外科器械,例如太空任务[184, 185]。在不久的将来,首次载人火星任务将被实施——这将是一次漫长旅程,把人类 送往比以往任何任务更远的太空。结合重量和体 积限制,一种可行的后勤解决方案是携带用于在 发生医疗紧急情况时制造医疗器械的工具,而非 直接携带所有可能需要的医疗器械(或医疗产品) 本身(图7(k))。
结论
本综述特别适用于有意将增材制造技术应用于临床的研究人员。熔体加工在医疗器械制造方面已有成功应用的记录,包括缝合线和疝气补片。本文描述了三种基于熔融的聚合物增材制造技术的临床和体内研究,并提出了我们对增材制造技术 如何融入未来医院环境的看法。最终,增材制造 技术为医院带来的定制化优势,必将通过生产更 优、更安全且更贴合的医疗器械,使患者和医务 人员受益。


















 980
980

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言










